前記事でレポートしました3Dプリンタについて使用していてわかった注意点についての使用レポート②として紹介します。
■XYZprinting ダヴィンチ1.0使用レポート②
<1>印刷時の注意点
前記事で紹介しました3DプリンタXYZprintingのダヴィンチ1.0を使用していてうまく印刷ができないことがあります。
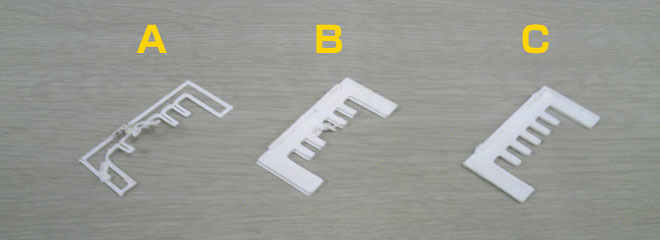
下写真の「A」、「B」は普通に印刷したときに最初のゴミが邪魔をして失敗した例です。
最初にプリンタの台座が上に上がり、樹脂注入部分が座標位置合わせを行います。
それから座標位置合わせを行うのですがその際に樹脂が垂れてしまい最初の下地を作る際にそれがゴミとなり綺麗にプリントすることができません。
下写真の「C」は成功しておりますが位置合わせ中に漏れ出した樹脂をプリントが始まる前に動く注入部分からピンセットで取り除いたので成功しています。(かなり荒業ですが)
プリントの度にこの荒業を行うのは厳しいのでサポートに連絡して対処方法がないかを聞いてみました。
どうやらプリント開始時の座標位置合わせを行う際に下写真の黄色枠部分に樹脂を注入してからプリントが始まるようです。ですので黄色枠部分に付属のノリを塗れば樹脂が定着しプリント時にゴミがついてこなくなるとのことでした。
実際にトライしてみると下写真のように座標位置合わせ時に樹脂が注入され無事印刷が成功しました。
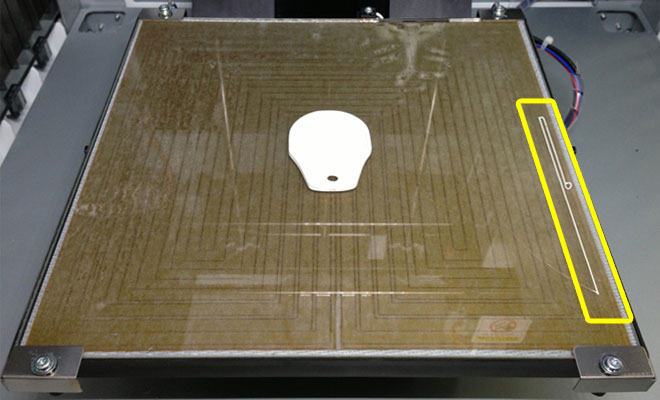
この3Dプリンタは台座も温まるタイプなのですが外側は温度が高くならないため写真の黄色枠部分にノリを塗る場合は多めに塗る必要があるとのことでした。
今回の注意点は3Dプリンタのマニュアル、注意事項等、書類での説明がなくサポートに連絡して教えてもらいました。
購入時の取扱い説明書などに記載してほしい内容ですね。
<2>プリント時間の短縮・データの欠損を防ぐ
3Dデータを制作するとき今までCGを作る感覚だと形状を閉じることを意識しなかったですが閉じた形状と開いた形状だとプリント時間に大きく影響します。
また前記事に紹介したデータの欠損も開いた形状だと欠損してしまう可能性が高くなります。
また破綻したポリゴンがあったりするとプリント形状に影響するのでポリゴン分割の際にも破綻しない分割にする必要があります。
以上の部分に注意してデータ制作を行うと綺麗な形状を制作することができます。
<3>プリント精度、厚みについて
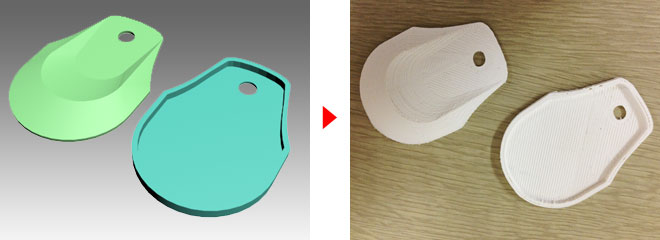
プリントテストもかねて3Dで下図のようなモデルをプリントしてみました。
やはり層になっている部分が目立ちますがとりあえずカタチにはなっています。丸穴がデータでは正円なのですがプリントモデルでは変形してしまっています。
モノが小さいので(W:35mm H:50mm)仕方がない部分もあります。
次に厚さの限界について実験してみました。
制作モデル下ケースの肉厚を0.8mmで制作していたのですが0.4mmに変更して印刷してみました。
結果は写真の左側のように簾のように隙間が空いた状態でプリントされました。あまり薄い形状を制作するとこのような結果になりますので
1mm以上はあった方が問題なくプリントできそうです。
右写真はプリントモデルをヤスリで地道に削っていき表面をきれいにして仕上げてみました。(かなり削らなければ層になっている部分が消えません)

このように自分でイメージした形状をある程度の精度ですがカタチにできるのは楽しいです。
最後の仕上げが大変のため大量に作ることは厳しいですが、単品で依頼されるものには対応できそうです。
以上、3Dプリンタ使用レポート②でした。
有限会社マグネットインダストリー
西内伸太郎



